1、常温下为块状塑料,在特制的罐中熔化,浸入零件。
2、工作结束后,将零件用塑料薄膜覆盖,油在零件和薄膜之间渗出,以防止生锈。
3. 薄膜有弹性,防止零件在储存和运输过程中被刮伤。
4. 薄膜是透明的,因此可以在零件密封的情况下检查产品。
5.由于与零件的包装形状完全相同,可以包装紧凑,无需缓冲材料。
6.传统的塑料包装需要加工薄膜、片材、板材等,制袋等,封口等工序,提高工作效率。
7.无需稀释剂等,用手即可轻松去除薄膜。
8.剥离后的薄膜可再次熔化使用(重复使用)。

飞机

汽车

车辆

纺纱机

医疗器械

医疗工具

夹具等的包装

电气设备零件
形成的膜具有以下特性。
| #011 | #011-CN | |
| 抗拉强度 | 22公斤/㎠或更多 | 25公斤/㎠或更多 |
| 拉紧 | 超过 50 | 超过 70 |
| 涂布速度(参考值) | 2.0~2.5mm | 2.2~2.8mm |
| 耐化学性 | ||
| 1.没变 | 水、蒸汽、盐水、弱酸、弱碱、酒精、矿物油、动植物油、各种洗涤剂 | |
| 2.稍微淹没 | 强碱/强酸 | |
| 3.沉浸其中 | 有机溶剂 | |
| 外观 | 棕褐色半透明体 |
| 比重 | 0.98 |
| 易燃性 | 木度 |
| 毒性 | 无 |
| 熔点 | 130℃ |
| 闪点 | 220℃ |
| 点火点 | 550℃ |
| 易挥发 | 无 |
1.请准备一个密封剥离专用罐,以进行适当的温度控制。
#151导热性差,过热会分解,性能会下降,所以请控制好温度,不要超过185°C。
温度控制极大地影响密封剥离的寿命。
“此外,坦克应该是必要的最小尺寸。”
大罐海豹皮新陈代谢少,熔化时热负荷过大,容易变质。
2. 剥离后的薄膜溶解后可再次使用,但请在使用前将已剥离的薄膜清洗干燥。
3. 始终保持水箱周围区域的整洁并密切注意。
特别是,请不要携带过热的罐或容器,因为这可能会导致事故。
4. 小心烫伤,必要时准备好防护用品。
另外,工作时一定要通风。
5. 可能残留烧焦的原料,产品可能含有棕色或黑色颗粒。
即使您将其取下或按原样使用,产品性能也没有问题。
| 20 公斤…… | 一个锭型,约3kg |
|---|---|
| 纸板包装 1 盒 20kg |
| 25 公斤…… | 一个锭型,约5kg |
|---|---|
| 25kg 纸箱包装 |
1、【熔炼】将钢锭切开,放入熔炼槽中。
熔炼是通过在具有温度控制功能的专用熔炼罐中加热到预定温度来完成的。
(这时候如果切得越细越好,溶解时间会缩短。)
2. [零件浸泡] 将零件浸入融化的密封皮中,立即取出。
3. [薄膜的干燥和硬化] 通过浸渍附着在表面上的密封剥离树脂从取出的那一刻起立即冷却,并在十秒到几十秒内变干,具体取决于薄膜的大小。那个部分。
“完全治愈需要几分钟。”
薄膜具有高弹性,内部的防锈油恰到好处地包裹金属表面,使零件完全防锈。
“它还表现出足够的力量来防止运输过程中的划痕。”
4、【剥膜】对于塞规、螺规、钻头、刀具等大部分物品,可以简单的将膜拉出来,这层膜可以作为保护帽使用。
根据零件的形状,可以通过用刀具等切割涂层的一部分来容易地去除它。
1、常温下为块状塑料,在特制的罐中熔化,浸入零件。
2. 零件用塑料薄膜覆盖,与外界空气隔绝,完全密封。
3. 薄膜坚韧,防止物品在储存和运输过程中被划伤。
4.无需稀释剂等,用手即可轻松去除薄膜。
1.请准备一个密封剥离专用罐,以进行适当的温度控制。
#151导热性差,过热会分解,性能会下降,所以请控制好温度,不要超过185°C。
温度控制极大地影响密封剥离的寿命。
“此外,坦克应该是必要的最小尺寸。”
大罐海豹皮新陈代谢少,熔化时热负荷过大,容易变质。
2. 剥离后的薄膜溶解后可再次使用,但请在使用前将已剥离的薄膜清洗干燥。
3. 始终保持水箱周围区域的整洁并密切注意。
特别是,请不要携带过热的罐或容器,因为这可能会导致事故。
4. 小心烫伤,必要时准备好防护用品。
另外,工作时一定要通风。
5. 可能残留烧焦的原料,产品可能含有棕色或黑色颗粒。
即使您将其取下或按原样使用,产品性能也没有问题。
| 25 公斤 | 锭模 |
|---|---|
| 纸板填充 |
1、【熔炼】将钢锭切开,放入熔炼槽中。
熔化是在具有温度控制功能的专用熔化槽中,在预定温度(180°C)下加热熔化来完成的。
2. [零件浸泡] 将零件浸入融化的密封皮中,立即取出。
3. [薄膜的干燥和硬化] 通过浸渍附着在表面的密封剥离树脂从取出的那一刻起立即冷却,根据薄膜的大小,在十秒到几十秒内就会变得干燥。部分。
“完全治愈需要几分钟。”用刀切割涂层,刮掉时注意不要将零件上剩余的涂层提起。
4. [薄膜的处理] 由于零件的整个表面都被薄膜覆盖,因此仅从要镀的零件上剥离薄膜。
使用锋利的刀(刀具等)可以轻松切割和剥离。
5、【电镀工作】只有不需要电镀的部分通过上述工作进行掩蔽,所以将其原样放入清洗液、脱脂液和电镀液中,完成后将涂层剥离。
密封剥离热型是一种化学性质稳定的产品,但如果熔化温度设置不正确,它可能会分离或分解,导致功能降低或无法使用。
因此,为了最大限度地发挥密封剥离的原始能力并形成稳定的薄膜,必须使用专用溶解罐。

1. 可编程温度控制器(控制在最佳温度下熔化密封剥离)
2. 温升过大防止功能(当检测到温升过大时,与温控器联动的断路器自动断开)
3.橡胶脚垫 [SS, S-10 only](即使在桌面上也能稳定工作)
4. 脚轮 [仅限 M-20、L-30](移动方便,随处工作)
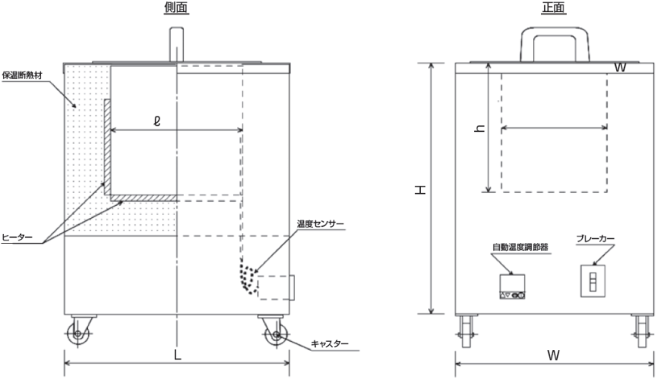
| 格式 | 内胆尺寸(mm) | 电压 (V) | 电力需求(KW) | 电力需求(KW) |
| 超小号 (SS) | 100(W)×100(L)×100(H) | 100 | 0.8 | 橡胶脚 |
|---|---|---|---|---|
| 小(S-10) | 150(W)×150(L)×250(H) | 100 | 1.2 | 橡胶脚 |
| 中型 (M-20) | 200(W)×250(L)×250(H) | 单相200V | 2.6 | 施法者 |
| 大号 (L-30) | 200(W)×400(L)×350(H) | 三相200V | 4.0 | 施法者 |
[选项] 日历计时器:您可以设置一周中每一天的开始/停止时间。
1、将水箱安装在通风良好、周围无可燃物或有通风装置的地方,并打开电源。
2. 切割并插入密封皮。此时,碎片越小,溶解所需的时间就越短,因此尽可能将它们切小,以便它们充满内胆的第 8 分钟或更长时间。
如果小于这个值,会导致上部内壁过热,卡住密封皮,可能导致内壁变形,引起火灾,请保持容量。
3. 温控器启动后,程序加热至最佳温度。
当密封皮开始变软时,请适当搅拌。
4.密封皮会随着温度的升高而液化,但由于中心部分和外壁之间的温差,它可能会保持未熔化状态。
这时,用干净的金属搅拌棒搅拌,使整体均匀。
5.当液体温度低于设定温度时,如电源电压低时,油和树脂可能会分离。
6、密封皮加热时产生气泡,搅拌使气泡浮出表面,盖上盖子,静置片刻。
7、如果粘在薄膜上,将工作温度提高到+10℃以上,就会发生热老化并开始分解,产品性能会明显下降。
8、如果运行过程中冒白烟明显,说明温度过高,请调整设定温度。继续使用该产品可能会导致火灾。
如上所述,温度控制是密封剥离最重要的因素,它极大地影响产品性能和使用时间。
请小心使用,以防烫伤和火灾。
| 产品编号 | 熔点 | 闪点 | 工作温度 |
| #011 | 130℃ | 220℃ | 175-185℃ |
|---|---|---|---|
| #011-CN | 130℃ | 220℃ | 175-185℃ |
| #151 | 125°C | 225°C | 175-185℃ |


电话:045-211-6740(代表)
传真:045-211-67415
接待时间:[工作日]
9:00~17:00